




Före den huvudsakliga extruderingsprocessen blandas den lagrade polymermatningen med olika tillsatser såsom stabilisatorer (för värme, oxidativ stabilitet, UV-stabilitet, etc.), färgpigment, flamskyddsmedel, fyllmedel, smörjmedel, förstärkningar etc. för att förbättra produktkvalitet och bearbetbarhet.Att blanda polymer med tillsatser hjälper också till att uppnå målegenskapsprofilspecifikationerna.
För vissa hartssystem används vanligtvis en ytterligare torkningsprocess för att förhindra nedbrytning av polymer på grund av fukt.Å andra sidan, för de som vanligtvis inte kräver torkning före användning, kan den fortfarande behöva genomgå torkning, särskilt när dessa förvarades i kalla rum och plötsligt placerades i en varmare miljö och därigenom initierade fuktkondensering på ytan av materialet.
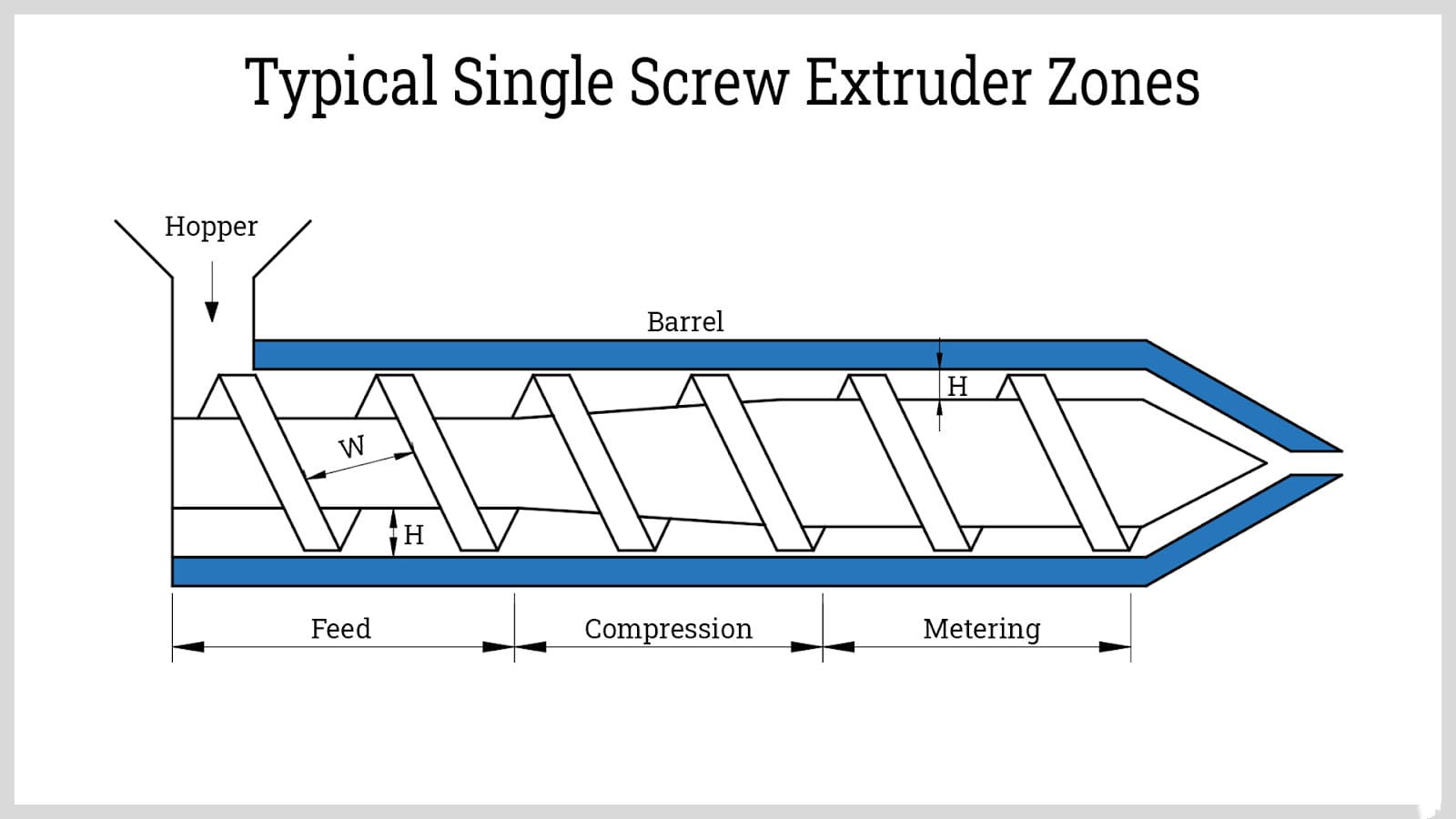
Efter att polymeren och tillsatserna har blandats och torkats, matas blandningen genom gravitation in i matningsmagasinet och genom strängsprutans hals.
Ett vanligt problem vid hantering av fasta material som polymerpulver är dess flytbarhet.I vissa fall kan materialbrygga inuti behållaren förekomma.Sålunda kan speciella åtgärder såsom intermittent insprutning av kväve eller någon inert gas användas för att störa eventuell polymeruppbyggnad på ytan av matarmagasinet och därigenom säkerställa ett bra flöde av materialet.
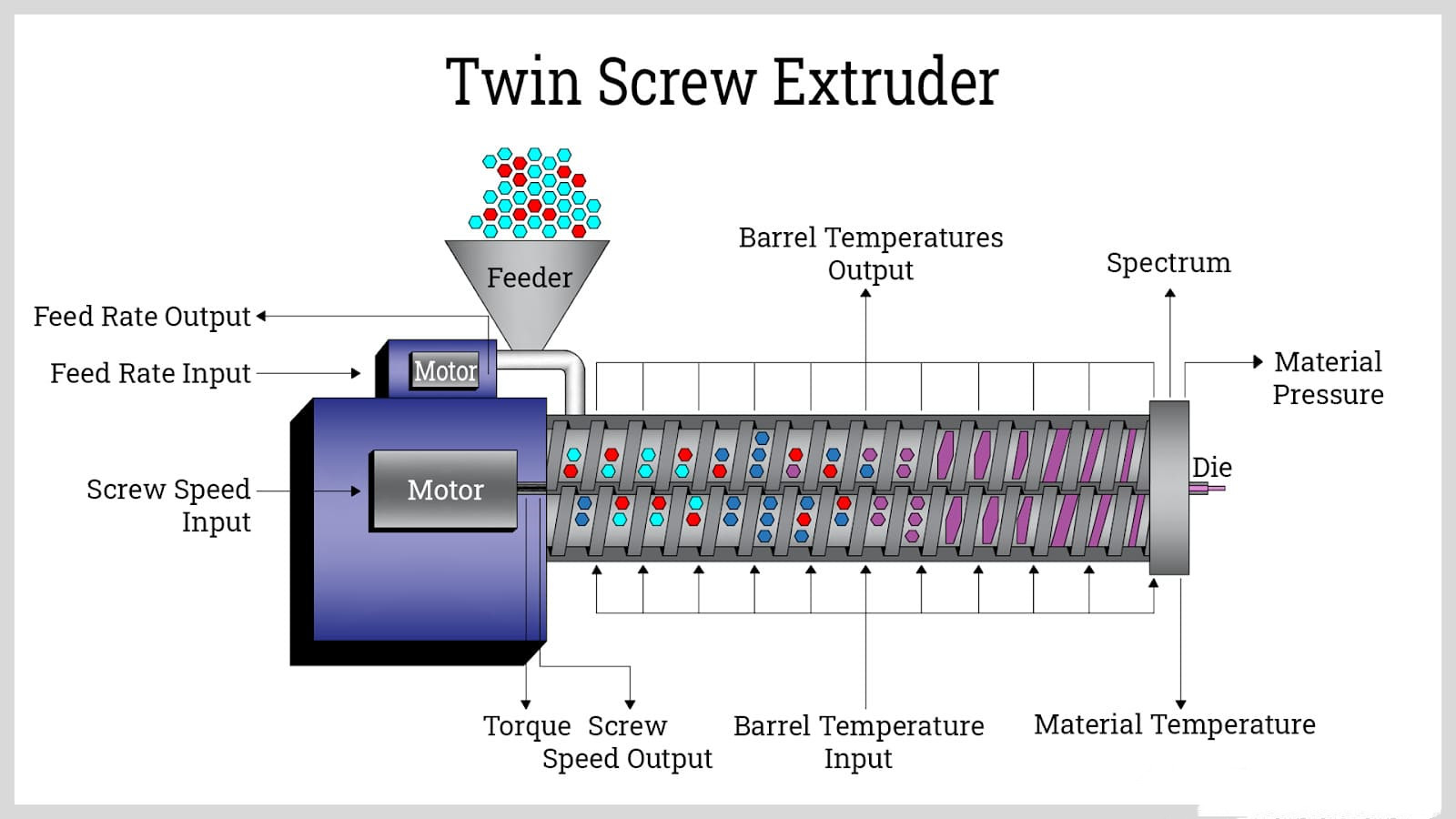
Materialet rinner ner i det ringformade utrymmet mellan skruven och pipan.Materialet begränsas också av skruvkanalen.När skruven roterar, transporteras polymeren framåt och friktionskrafter verkar på den.
Tunnorna värms normalt upp med en gradvis ökande temperaturprofil.När polymerblandningen färdas från inmatningszonen upp till doseringszonen, orsakar friktionskrafterna och cylinderuppvärmningen att materialet mjukas, blandas homogent och knådas samman.
Slutligen, när smältan närmar sig strängsprutmaskinens ände, passerar den först genom ett silpaket.Silpaketet används för att filtrera främmande material i termoplastsmältan.Det skyddar också formplattans hål från igensättning.Smältan tvingas sedan ut ur formen för att få formen.Den kyls omedelbart och dras bort från extrudern med konstant hastighet.
Ytterligare processer som flambehandling, tryckning, skärning, glödgning, deodorisering, etc. kan göras efter kylning.Extrudatet kommer sedan att genomgå inspektion och gå vidare till förpackning och leverans om alla produktspecifikationer uppfylls.
Posttid: 2022-08-08






